
| 作成日 | 2008/12/4 |
|---|---|
| 作成時刻 | 15:37:39 |
| レンズ倍率 | 50倍 |
| 測定モード | カラー超深度 |
| ディスタンス | 14.19μm |
| ピッチ | 0.5μm |
| 光学ズーム | 1.0倍 |
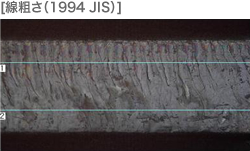
| Ra | Ry | Rz | Sm |
| 0.31μm | 1.84μm | 1.66μm | 11.47μm |
| Ra | Ry | Rz | Sm |
| 0.28μm | 2.04μm | 1.47μm | 22.61μm |
| 作成日 | 2008/12/4 |
|---|---|
| 作成時刻 | 14:50:30 |
| レンズ倍率 | 50倍 |
| 測定モード | カラー超深度 |
| ディスタンス | 27.85μm |
| ピッチ | 0.01μm |
| 光学ズーム | 1.0倍 |
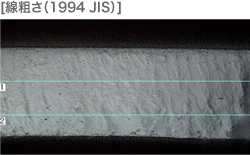
| Ra | Ry | Rz | Sm |
| 0.14μm | 1.34μm | 0.65μm | 25.88μm |
| Ra | Ry | Rz | Sm |
| 0.23μm | 1.28μm | 0.97μm | 28.96μm |
| 当社 | 測定点 | レーザー加工 | レーザー加工+電解研磨 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Ra | Ry | Rz | Sm | Ra | Ry | Rz | Sm | ||
| (1) | 0.31 | 1.84 | 1.66 | 11.50 | 0.14 | 1.34 | 0.65 | 25.90 | |
| (2) | 0.28 | 2.04 | 1.47 | 22.60 | 0.23 | 1.28 | 0.97 | 29.00 | |
| AV | 0.30 | 1.94 | 1.57 | 17.00 | 0.19 | 1.31 | 0.81 | 27.40 | |
| P社 高品位タイプ |
測定点 | Ra | Ry | Rz | Sm | ||||
| MAX | 0.44 | – | 4.44 | – | |||||
| MIN | 0.27 | – | 1.74 | – | |||||
| AV | 0.35 | – | 2.86 | – | |||||
| S社 | 測定点 | Ra | Ry | Rz | Sm | ||||
| 通常品 | 0.88 | 7.2 | 3.88 | – | |||||
| 強電解研磨 | 0.57 | 3.5 | 1.39 | – | |||||
Ra:算術平均粗さ
平均線から測定曲線までの偏差の絶対値を合計し、平均した値。
Ry:最大高さ
平均線から最も高い山頂までの高さと最も低い谷底までの深さの和。
Rz:十点平均粗さ
最も高い山頂から5番目までの山頂の平均値と最も低い谷底から5番目までの平均値との和。
Sm:凹凸の平均間隔
1つの山、及びそれに隣り合う1つの谷に対応する平均線の長さの和。